钢球的压碎负荷试验(二)
钢球压碎负荷试验方法

图1: 钢球压碎负荷试验
钢球压碎负荷试验每一组需要三粒相同规格相同尺寸公差的钢球,每次试验需要三组共9粒钢球。试验时,首先应按钢球规格大小选用相应的模具,并保持模座、压头、钢球的同轴,如图1所示。这种模具可用轴承钢制造,淬回火后的硬度要求60 – 65 HRC。这种模具由模具底座、模具压头和模具导筒组成。模具的底座及压头应有90º的锥形凹窝,其尺寸应保证将被试验钢球直径的1/3 – 2/3装在凹窝里。凹窝的表面粗糙度Ra不得大于1.25μm。模具底座一压头的90º椎体形的凹窝两轴线偏差不应大于0.05mm,以保证装夹时三粒钢球的同心性。压头和导筒是滑动配合,模具底座与导筒应为静压配合,这样在钢球破坏时不致因振动而产生弹跳现象。
钢球压碎负荷试验机负荷误差应不大于2%,在2% – 3%时,应修正后再使用,超过3%时应该停止使用。
试验时,施加负荷的速度随测试负荷的范围的不同而改变,如表1为钢球在常用的试验机上加荷的速度。施加负荷时应均匀一致,不得突然改变加载速度和中途卸去负荷,当负荷加至接近钢球规定负荷值的80%时,其速度应比表中速度低20% – 30%。钢球破碎时,有的试验机振动很大,从而使指针产生跳动,使读书不正确,因此要注意钢球要破碎时的负荷读数。试验结束后,将模具由试验机上取下,将球迅速取出扔到带盖的铁箱内,以防钢球爆碎而伤人,然后记录其试验结果。
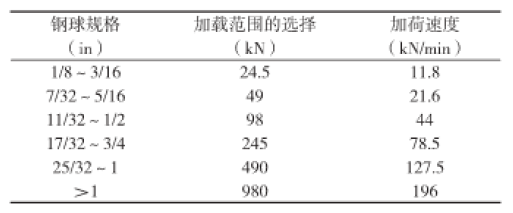
表1: 试验时的加荷速度
在试验时,因在模具内装球不当而脱落或因钢球裂纹而致使载荷不够时,应该重新取样试验;若试验时钢球压碎负荷已达到规定的标准要求,而在退除负荷时,钢球发生破碎,则此结果按照合格处理;试验时,钢球施加负荷值已超过标准规定,随钢球未被压碎,亦可卸载。若有特殊要求,可将钢球加荷至压碎时为止。
在日常的检验过程中,正确进行钢球压碎负荷试验,得到正确的结果,是钢球质量检验的一项很重要的工作,对保证轴承的寿命和动态性能也有很大作用。
(作者:李淑镜,王丽梅,李玉泉 哈尔滨轴承集团公司,黑龙江 哈尔滨 150036)
 洛阳明臻轴承钢球有限公司
洛阳明臻轴承钢球有限公司 洛阳明臻轴承钢球有限公司
洛阳明臻轴承钢球有限公司